Auteur : Eric Gallais 29 Janvier 2015
Rivet, rivetage, rivure
On va décrire dans cet article la mise en œuvre du rivetage utilisé au XIXème et XXème siècle.
Pour les automoteurs construits entre les deux guerres et pour certains d’entre eux juste après la dernière guerre, le mode d’assemblage des pièces métalliques n’était pas la soudure à l’arc, élaborée et mise au point pour la construction des « Liberty ships ». Le procédé de rivetage étant très laborieux, la soudure à l’arc électrique a permis de construire très rapidement de nouveaux bateaux pour remplacer ceux coulés par les sous-marins allemands.
Ceci étant, une bonne proportion des 38,5m existant aujourd’hui date de la période rivetage, c’est-à-dire de la première moitié du XXème siècle.
La tour Eiffel ou le pont de Garabit sont deux ouvrages emblématiques de cette période technique.
Rivet
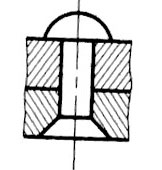
Un 38,5m riveté sans être aussi complexe que ces ouvrages, comporte, estimation faite à la louche, 100 000 rivets. Pour l’assemblage des tôles de coque ce sont des rivets tête fraisée ou tête fraisée bombée qui étaient utilisés. Il fallait en effet que les têtes de rivet ne s’usent pas par frottement (dans les écluses, en fond de canal) comme cela aurait été le cas avec les rivets tête ronde.
Rivetage
La pose des rivets se fait à chaud. La tige du rivet est portée au rouge de telle sorte de telle sorte que, à l’aide d’une bouterolle, par forgeage du métal, on la transforme en une demi-sphère semblable à une tête ronde. Par refroidissement l’assemblage se contracte assurant ainsi un serrage des pièces et une étanchéité au voisinage du rivet.
Une équipe de riveurs
« Une équipe de riveurs se composait de deux riveurs, d’un teneur d’abattage, d’un passeur de rivet et d’un chauffeur de rivet…. C’était le passeur qui le donnait au teneur d’abattage qui l’enfilait dans le trou et les autre massaient. »[1]

A l’extérieur, un homme …. frappe le rivet à l’aide d’un marteau tandis que de l’autre coté, l’ouvrier armé d’un tas fait contre-force. La tête du rivet subit un écrasement qui assure la solide et durable cohésion de l’ensemble.
LES HOMMES DE LA MER Dans l’objectif de François Kollar. Editions de la Martinière, p.76.
Rivure :
Pour l’assemblage de tôles en vue de réaliser le bac étanche que constitue une coque de bateau, il faut définir un certain nombre de paramètres de la rivure :
Le type de rivet : tête ronde, tête fraisée, tête fraisée bombée…
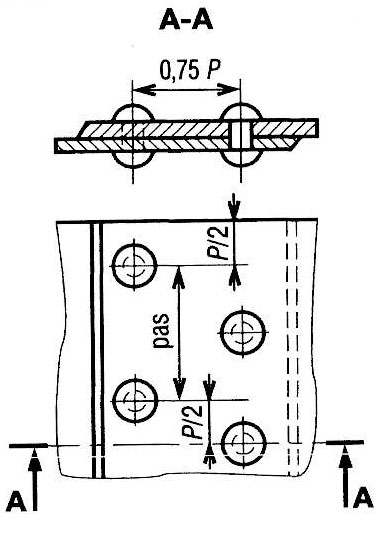
Recouvrement à clin ou jointure bord à bord avec couvre-joint (simple ou double rangée de rivet). Ci-dessous exemple de recouvrement à clin, rivets en quinconce :
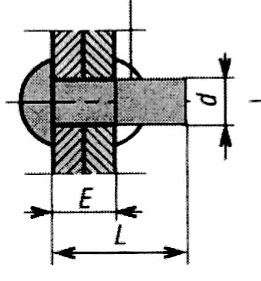
Le diamètre des rivets qui dépend de l’épaisseur des tôles à assembler soit dans le cas présent des tôles de 6 à 8 mm, des diamètres d de rivet d l’ordre de 12 à 18 mm.
La longueur des rivets : L = 1,1E+0,6d, E étant l’épaisseur totale des tôles à assembler
Le diamètre de perçage des trous dans les tôles est environ de 10% plus grand que le diamètre des rivets dans le cas du rivetage à chaud.
La distance entre axe des trous de rivet et la distance entre rangée de rivet lorsque double rangée il y a.
Il y a naturellement des subtilités de métiers : on met des rivets plus serrés pour des cuves à fuel que pour des cuves à eau. Ces savoir-faire se sont perdus avec la généralisation de la soudure.
Lors d’un examen de la coque « à sec », il est important de repérer les têtes de rivets attaqués par la rouille et de les couronner le cas échéant pour éviter tout risque de voie d’eau mais aussi tout risque d’amorce de rupture d’une ligne de rivet.
Le nettoyage de la coque se fait au jet d’eau sous pression. On évitera tout “sablage”, solution de nettoyage encore plus radicale, mais qui risque de transformer la coque en passoire, en détruisant l’étanchéité existant autour des rivets.
Une des faiblesses de ce mode d’assemblage est l’éventualité d’une infiltration d’eau entre tôles, entre les rivets, ce qui peut amorcer un phénomène d’oxydation locale. La rouille ayant un coefficient de foisonnement de 9, les tôles se déforment en festonnant et finissent par se désolidariser par arrachement des rivets.
Figures issues du : Formulaire du technicien tuyauteur, chaudronnier et soudeur. C Hazard, Casteilla
[1] Degenne A. et J. Duplex, 1984, « Une qualification industrielle actuelle : les OHQ de Port-de-Bouc », Terrain, n°2, pp.51-61
commentaire de Daniel
Lorsque un rivet devient fuyard par défaut de serrage, on peut rattraper ce défaut, dans le cas de figure de tôles assemblées à clins : en matant le champ de la tôle au droit du rivet par martelage, on force les tôles à s’écarter et de ce fait le rivet devient étanche…
Bonjour,
Pour information, ADS Ouvrages d’Art a gardé le savoir faire du rivetage à chaud en atelier et sur chantier.
Nous sommes ainsi en mesure d’intervenir sur tout type d’ouvrage (pont, porte étanche, conduite forcée, vanne, bâtiment).
Cordialement